






Si hago un Pareto de la frecuencia de las consultas, tal vez la más frecuente tiene que ver con el muestreo para la aceptación de lotes por atributos. La segunda más frecuente son aquellos tamaños de muestra que se utilizan para la estimación de parámetros de distribuciones de probabilidades (medias, varianzas, proporciones, etc.) para pruebas de hipótesis. En tercer lugar están las que se utilizan en confiabilidad para la estimación de Tiempo Medio entre Fallas o Vida Media (MTTF), y en un lejano cuarto lugar los tamaños para las muestras para la aceptación de lotes por variables.
Para casi todos los anteriores existen procedimientos matemáticos con fórmulas específicas, y también estándares ya preparados, que nos evitan el trabajo de hacer los cálculos. El problema con los estándares es que nos acostumbramos a usarlos y en poco tiempo nos olvidamos de la teoría que los respalda, y comenzamos a tomar los tamaños de muestra de unos estándares, para usarlos en casos en los que el muestreo tiene otro objetivo.
Por ejemplo, para el muestreo de aceptación hay muchos estándares, pero los que más se usan son básicamente dos. El estándar para atributos ANSI/ASQ Z1.4 (antes MIL-STD-105e y adoptado con algunas modificaciones en el ISO 2859-1) y el estándar para variables ANSI/ASQ Z1.9 (antes MIL-STD-414 y su equivalente ISO 3951-1). Aparte de éstos, existen las tablas de muestreo Dodge Romig también para el mismo fin, y además tenemos Planes de Muestreo de Aceptación con Cero Defectos (Zero Acceptance Number Sampling Plans), para solo citar los más conocidos. Además están los para Lotes Aislados, los de Skip-Lot, los utilizados en Procesos Continuos, planes de Muestreo Secuencial, Bulk Sampling, Discrete Items in Lots, Muestreo Continuo, la norma MIL-HDBK-108 para vida útil y confiabilidad y la serie TR3-7 del DoD (Department of Defense). Por otro lado están estándares menos conocidos como Chain Sampling, Bayesian Sampling, Failure Rate Sampling Plans, etc. La lista anterior no pretende ser exhaustiva pero sí representativa de la variedad.


En el caso de las empresas de dispositivos médicos, el Título 21 Chapter I–Food and Drug Administration, Subchapter H, Medical Devices, Subparte O, Statistical Techniques, Part 820.250 (b)(http://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?fr=820.250) indica claramente que: “(b) Sampling plans, when used, shall be written and based on a valid statistical rationale. Each manufacturer shall establish and maintain procedures to ensure that sampling methods are adequate for their intended use and to ensure that when changes occur the sampling plans are reviewed. These activities shall be documented.”
En el caso de ICH Q7 8.34 para productos farmacéuticos (International Conference on Harmonisation) indica: “Written pr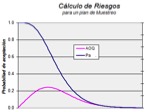
rg/guidemgr/files/3-1-18.PDF.

Algunas empresas los tienen bien documentados otras no. En el sitio de la FDA en la página de Warning Letters se pueden encontrar documentos que llaman la atención de algunas empresas que no cumplen con lo que establecen las regulaciones. (http://www.fda.gov/ICECI/EnforcementActions/WarningLetters/2009/ucm176806.htm)
Pero solo documentarlos, no es suficiente. No es poco frecuente que me consulten, como mencionaba anteriormente, sobre documentos internos que los ingenieros locales se encuentran y desean aplicar a situaciones totalmente distintas sin hacer los cálculos requeridos.
En el caso del Muestreo para la Aceptación de Lotes lo más importante es evaluar los riesgos. Lo único que se requiere para definir un plan de muestreo es el tamaño de la muestra y el número de aceptación (el tamaño del lote no tiene impacto si la muestra es pequeña en relación al tamaño del lote). Sin importar de dónde tomemos la información, ya sea de un cálculo que hagamos, de cualquier estándar (relacionado o no) o simplemente del sombrero de un mago, esos dos datos (el tamaño de la muestra y el número de aceptación) nos definen los dos principales riesgos que 

En uno de los cursos que les mencioné anteriormente participaron ingenieros tanto de las empresas exportadoras como de instituciones locales en el campo de la medicina y la salud, y cuando estábamos aprendiendo a realizar los cálculos de los riesgos asociados con el muestreo para poder justificar un tamaño de muestra, los participantes no podían creer que sus representadas estuvieran utilizando los planes de muestreo a ciegas sin conocer las consecuencias. Los cálculos no son complicados ni de hacer ni de interpretar, pero hay que hacerlos e interpretarlos, para establecer las políticas de la empresa de cara al riesgo.
Las compañías bien organizadas y con procesos de manufactura complejos deberían incluir en su estructura de calidad un departamento de Estadística Industrial que pueda asesorar los ingenieros de manufactura y de diseño (yo sé que algunas ya los tienen en el país). En el pasado grandes avances en la estadística industrial vinieron de ese campo. Personas como William Sealy Gosset, Walter A. Shewhart y John W. Tukey hicieron grandes contribuciones mientras trabajaban con la empresa privada.



")

