




Todos los que hemos trabajado en empresas manufactureras hemos vivido la experiencia de recibir un proceso nuevo o modificar uno existente. Las personas que nos transfieren el proceso, independientemente de que sea nuevo o maduro, lo entregan con la documentación desarrollada al momento de la transferencia, pero ésta siempre ha sido insuficiente. Nuevos defectos, nuevas condiciones de operación, variaciones no experimentadas en los materiales utilizados, son la preocupación de todo ingeniero de proceso.
El desarrollo de parámetros de diseño y operación, y las tolerancias de ambos, es la tarea fundamental de los ingenieros encargados del diseño y la manufactura de los productos. El propósito es que los factores de ruido, como los llama Taguchi, tengan el menor impacto posible en la calidad de los productos. Además, conseguir que los productos se desempeñen como lo espera el consumidor, debe ser el propósito de todos los esfuerzos que se realicen en el proceso.
En el pasado era usual recibir productos de mala calidad, y debido a la poca competencia entre los fabricantes, el consumidor no tenía suficientes opciones entre las cuales escoger. Operar a 3 sigmas o menos era usual. Ahora se quiere que trabajemos a 4.5 sigmas para poder competir a nivel mundial. Y muchas de las empresas instaladas en el país compiten a nivel mundial con sus productos.
La pregunta es pues, ¿cómo hacemos para mejorar?
Un primer paso sería comenzar por eliminar todas las causas especiales de variación. Las causas especiales de variación son aquellas que introducimos en los procesos como parte de los cambios más obvios. Como ejemplo se puede citar un cambio en el lote de materia prima que se utiliza, el cambio en la cuadrilla que opera el equipo, los ajustes realizados a procesos estables como resultado de un error Tipo I. El no ajustar un proceso en presencia de un cambio en las condiciones de operación (error Tipo II), entre otros.
Además de las causas especiales, las otras fuentes de variación lo componen las causas comunes. Las causas comunes, por lo general, son muchas y su impacto individual es muy pequeño, por lo que el efecto combinado de todas ellas, da como resultado una variación que se describe con la distribución de probabilidades normal. Si las causas especiales de variación se eliminan mediante el control continuo del proceso, las causas comunes se corrigen casi siempre mediante un cambio estructural en el proceso de manufactura. Como por ejemplo se puede citar el uso de equipos más precisos, cambios en la tecnología de los procesos que se utilizan, y como se puede ver, casi siempre requieren inversiones de capital para lograrlos.
Para desarrollar una lista de posibles factores que influencian un proceso en presencia de una variable de resultado, se puede hacer un diagrama de Ishikawa. El diagrama solo nos presentará la lista de los factores que son candidatos![]()

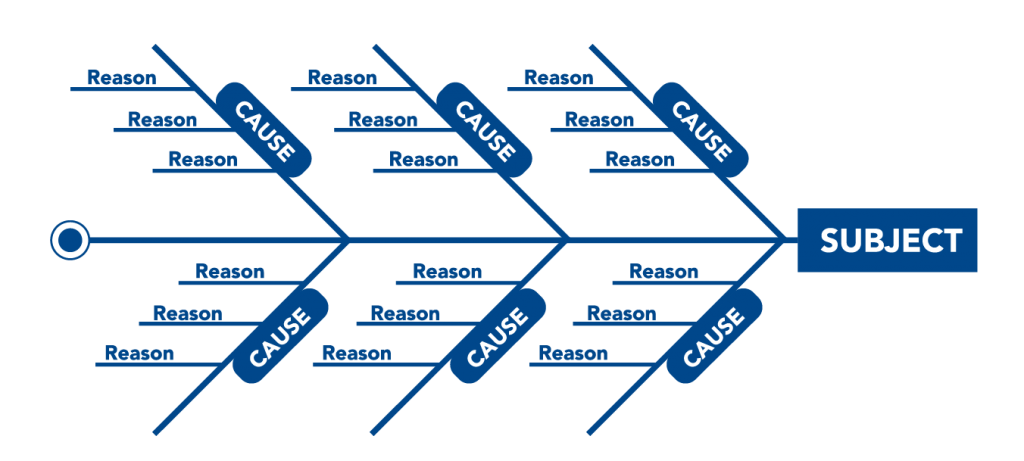




")

