


Esta es la historia de mi primer diseño factorial, hecho hace muchos años cuando trabajaba para Panduit de Costa Rica como Ingeniero de Calidad.
 Para unas transferencias de tecnología el encargado de mantenimiento y yo, en ese momento de calidad, fuimos enviados un par de semanas a plantas de Georgia e Illinois. Uno de los procesos que transferimos en esa ocasión fue un ensamble de un conector de cielo raso para cableado estructurado (parecido al de la figura).
Para unas transferencias de tecnología el encargado de mantenimiento y yo, en ese momento de calidad, fuimos enviados un par de semanas a plantas de Georgia e Illinois. Uno de los procesos que transferimos en esa ocasión fue un ensamble de un conector de cielo raso para cableado estructurado (parecido al de la figura).
El proceso consistía en pegar dos piezas plásticas con un adhesivo. Como parte de la transferencia, heredamos una gran cantidad de problemas; El nivel de reproceso del ensamble era de 50% y además el adhesivo podía producir problemas respiratorios, por que lo que se requería de un sistema de extracción en cada puesto de trabajo. Los pasos de proceso eran los siguientes:
- Tomar pieza
- Aplicar adhesivo
- Tomar segunda pieza
- Juntar ambas piezas
- Colocar en contenedor para secado
- Hacer prueba de calidad
La prueba de calidad consistió en tratar de separar manualmente ambas partes aplicando un nivel de fuerza estándar. Debido al alto reproceso, las operarias trataban de colocar el adhesivo de diferentes maneras, buscando alguna forma de aumentar el porcentaje de ensambles buenos a la primera. Se usaron dos tipos diferentes de adhesivo, los cuales se mantuvieron en refrigeración por recomendación de la planta de donde se transfirió el proceso, pero para las operarias no hubo diferencias.
De repente visualicé la oportunidad de aplicar un concepto que recién empezaba a estudiar, Diseño de Experimentos Ortogonales. La situación permitió estructurar un experimento “dos a la tres” con tres variables a dos niveles cada una.
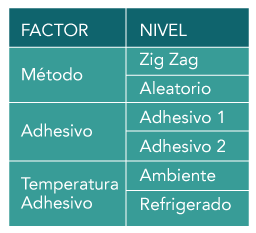
Por “ método aleatorio” las operarias se referían a la aplicación del adhesivo de forma desordenada y extensa, con la esperanza de que mucha goma permitiera mejor pegado.
El resultado con una réplica indicó que el método Zigzag y el Adhesivo 1 aumentaban el porcentaje de calidad a un 80%, no importaba si la goma estaba refrigerada o no (lo de la refrigeración ya se sospechaba).

Todo el análisis de efectos lo hice a mano, pues no contaba en ese momento con ningún software estadístico. Después de varias corridas de verificación se confirmó el 80% de calidad. Mandé un mail al anterior dueño del proceso, le expliqué el resultado y recuerdo su respuesta: “Outstanding” (Extraordinario). El proceso se estandarizó de la manera indicada, y más o menos dos años después de esta mejora se cambiaron los moldes de inyección y se logró hacer en una sola pieza (como la que se muestra arriba).
LECCIONES DE MI PRIMER DOE
Manténgalo simple
Siempre he tratado de mantener mis Diseños de Experimentos simples, concentrarme en aprender del proceso y depender de software solamente para hacer la parte de cálculos más rápida.
Verifique, siempre verifique
Hacer las corridas de verificación lo antes posible para hacer la mejora práctica del proceso.
Comunique resultados
Comunicar los resultados a todas las personas involucradas y hacer los cambios permanentes en los procesos respectivos.
Todo esto pasó años antes de que fuera Black Belt o CQE y siempre me acordaré de la exploración, el estudio y la aplicación de “esa cosa” que llamaban Diseño de Experimentos, y que tenía una aura de gran dificultad y poco uso práctico. Para mí es una de las herramientas más sencillas y poderosas de toda la estadística industrial, y depende mucho más de un buen diseño y un buen plan que de cualquier otra cosa.
Si usted conoce su proceso, sabe hacer regresión lineal, conoce pruebas de hipótesis y tiene un poco de malicia, ya sabe diseño de experimentos, solamente le falta juntarlo todo de forma práctica. No hace daño saber algo de ANOVA y poder interpretar un coeficiente de determinación, pero la estadística solamente tendrá valor si usted planificó bien su estudio.