




Bien decía mi abuelita que el hábito no hace al monje.
Hace unos meses estaba impartiendo la Certificación Green Belt a un grupo de colaboradores de una empresa de la industria alimentaria. Dentro de ellos se encontraba un muchacho que fungía como Ingeniero de Procesos.
A este muchacho le habían encomendado en su proyecto de mejora, resolver el problema de bajo peso que aquejaba a uno de sus productos. Los altos estándares de calidad de la empresa hacían que todo el producto con bajo peso fuera descartado para la venta al público, generando grandes pérdidas económicas.
Desde las primeras semanas me aseguró que el conocía la causa del problema. Tenía que ver con las fugas en las tuberías de aire comprimido, que generaba variación en los pistones de una prensa. Por lo que aprovechándose del proyecto, iba a gestionar la aprobación del presupuesto necesario para realizar las reparaciones.
El método
Mi primera respuesta es que en Seis Sigma utilizamos método para determinar las causas de los problemas y que lo conocemos como el ciclo DMAIC. Primeramente Definimos claramente el problema, luego planeamos la recolección de datos y mapeamos para comprender el proceso en la etapa de Medición. Una vez con la información a mano, utilizamos herramientas de Análisis de causa raíz para llegar a la fuente de los problemas. Seguidamente, construimos planes de acción que funcionen como contramedida a las causas en la etapa de Implementación y por último, validamos la efectividad de las contramedidas, estandarizamos y definimos planes de Control para asegurar la sostenibilidad de las mejoras en el tiempo.
El problema
Un problema común que encuentro cuando entreno a los profesionales en mejora continua (tanto a nivel de Green Belt como de Black Belt) es la tentación de buscar soluciones a los problemas sin tener a mano conocimiento validado y fundamentado que nos sirva como evidencia. Esto genera que en muchas ocasiones se desperdicien recursos y que las personas duden sobre la efectividad de la mejora continua genere ahorros y rentabilidad en las empresas.
El candidato a Green Belt
Regresando al caso del estudiante de Green Belt, luego de avanzar más de la mitad del curso forzando la metodología para que diera lo que el esperaba y gastando presupuesto, llega un día muy preocupado a solicitar ayuda, ya que hasta el momento ninguna de las acciones propuestas en su proyecto de mejora habían sido efectivas en la reducción de la problemática de bajo peso, por lo que le ofrezco que organicemos una visita, que caminemos el proceso para tener conocimiento detallado y de primera mano y que a partir de ahí definamos el camino a seguir.
El Diseño del Experimento
Luego de una caminata a la planta le recomiendo que ya que se había demostrado que el proceso estaba estable y que el error del sistema de medición era aceptable, que diseñáramos un experimento que nos diera luces sobre la causa potencial del problema.
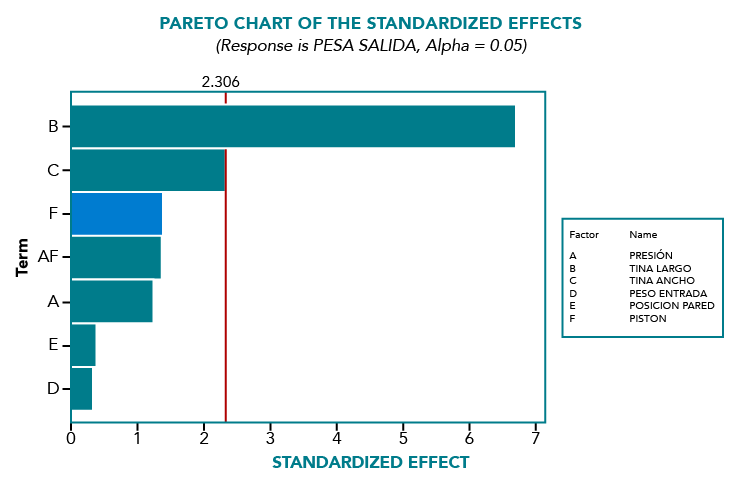
Realizando una tormenta de ideas con el equipo aparecieron 6 factores potenciales del problema: la presión en las tuberías, el peso del producto antes de ingresar a la prensa, la posición en la tina donde se encontraba el producto antes de ser prensado (tanto a lo largo como a lo ancho lo que lo convertía en 2 factores), el número de pistón y la posición dentro de la prensa.
Por la cantidad de factores, mi recomendación fue hacer uso de un experimento fraccionado ya que eran muchos factores y nuestro primer objetivo era filtrar dentro de muchas opciones, es decir de los muchos triviales, cuáles eran los pocos vitales que realmente podían estar afectando el peso.
Las conclusiones fueron sorprendentes para el equipo. Como se puede observar en la gráfica, los únicos factores que generaron un cambio importante en el peso fueron los que tenían que ver con la posición en la tina previa al prensado.

La conclusión
Por más que se había invertido gran cantidad de dinero en el proceso, el proceso no mejoraba porque estaban buscando en el lugar incorrecto.
Lo más interesante del fenómeno fue cuando nos dispusimos a encontrar la causa raíz del problema. La tina presentaba un desnivel y este desnivel era el que generaba la variación en el peso. La contramedida fue nivelar la tina y con ello fue suficiente para disminuir la incidencia de bajo peso.
Aunque parezca gracioso, la inversión necesaria para arreglar el problema fue llamar a un mecánico para que enderezara la tina.
La gran lección para el Green Belt fue que en la mejora continua no se debe asumir nada a menos que se cuente con conocimiento detallado y validado con evidencia. De lo contrario se corre el riesgo de ejecutar grandes soluciones que requieren inversión y que serán totalmente inefectivas.





